感应加热
感应加热的基础知识、公式和优点
如果在感应加热期间将由导电材料制成的工件置于磁场中,则在工件中感应出电流,该电流在工件中流动并因此产生热量(lat.inducer = to引入)。该磁场由以下方式产生一个电感器。
感应热是在组件本身中产生的,而不是从外部提供的。 此过程基于某些规则。
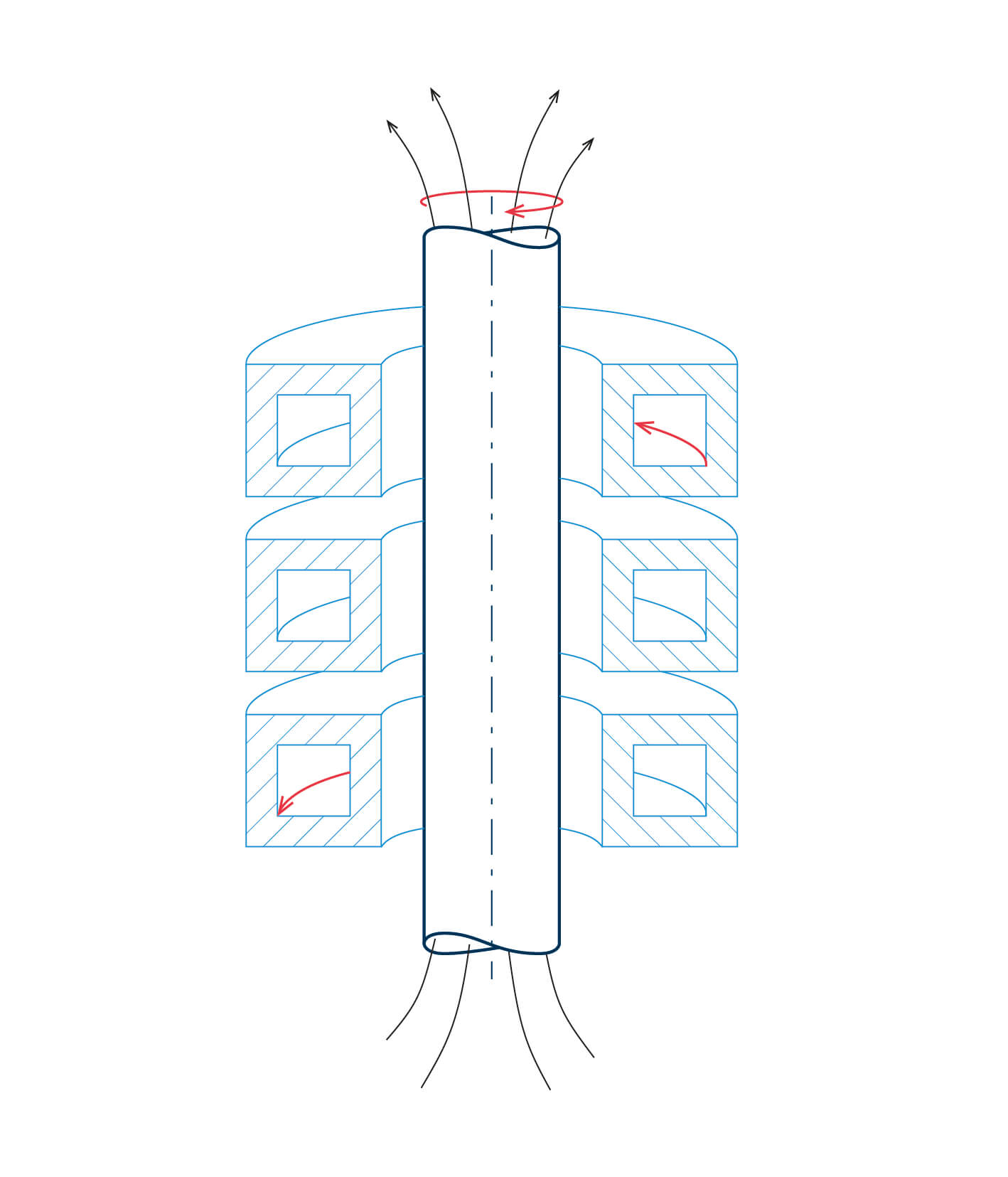
归纳法
一个有交流电的 l 1它流过的感应线圈会产生一个改变方向的磁场,其特征是磁通量 Φ。
如果将工件带入该磁场中,则会在其中感应出电压。 感应电压产生电流 l 与效应相反 ws (楞次法则)。
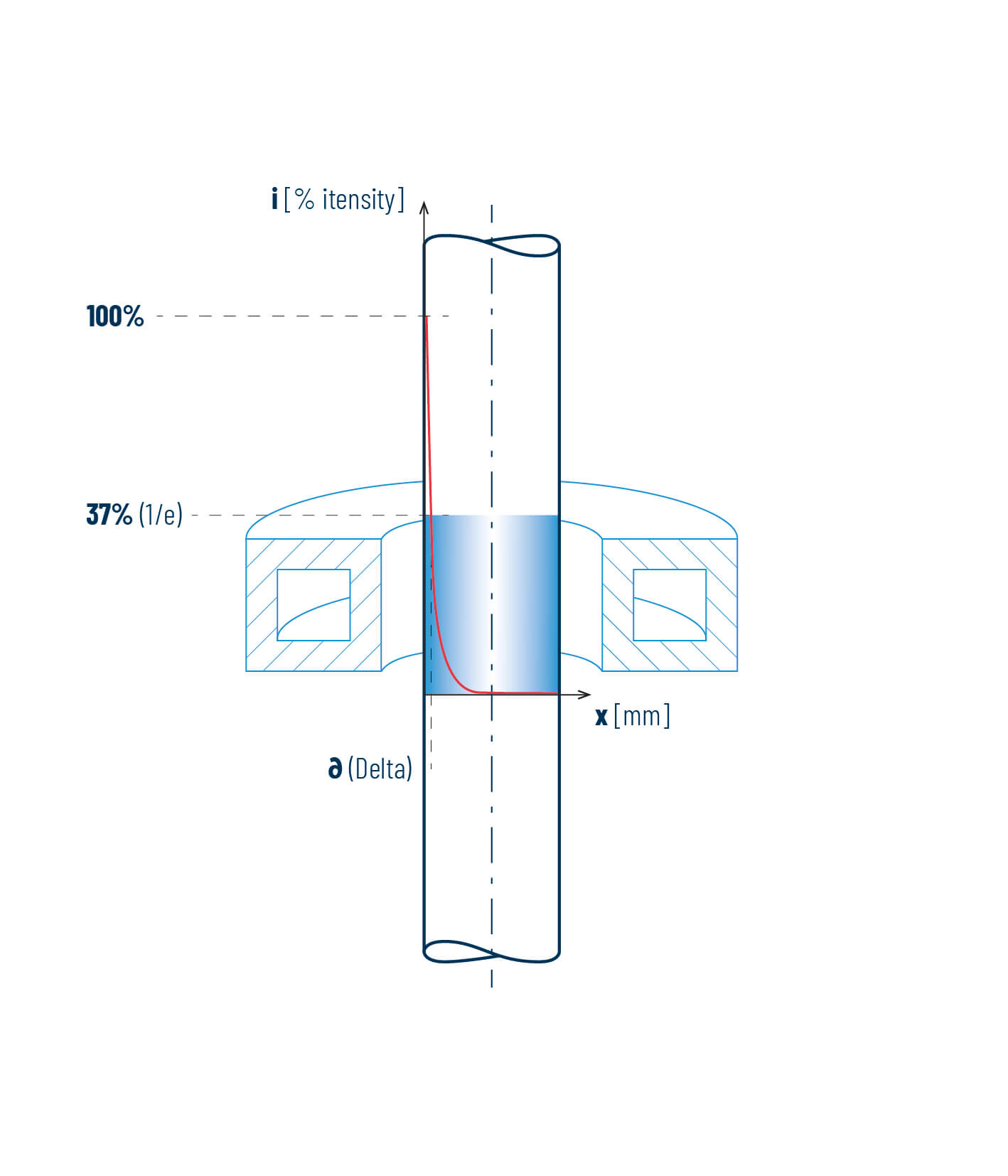
趋肤效应(当前穿透深度)
电流密度从工件边缘径向向内减小。 这种减少是由于叠加的涡流和工件内部产生的高电阻造成的。
穿透深度 δ = 电流密度下降到 1/ 的深度e (=0.368) 已经下降。
频率越高,液体流过的表层越薄。
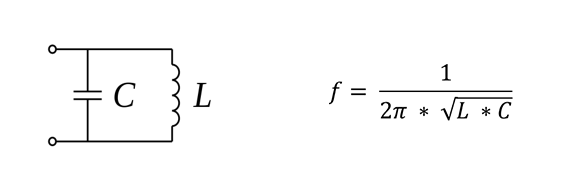
频率
C = 电容 = 外电路中的电容器
L = 电感 = 外部电路上的电感
高频=低穿透深度
低频=大穿透深度
频率范围是:
- 低频 50Hz 至 500Hz
- 中频 500Hz 至 50kHz
- 高频 50kHz 至 27MHz
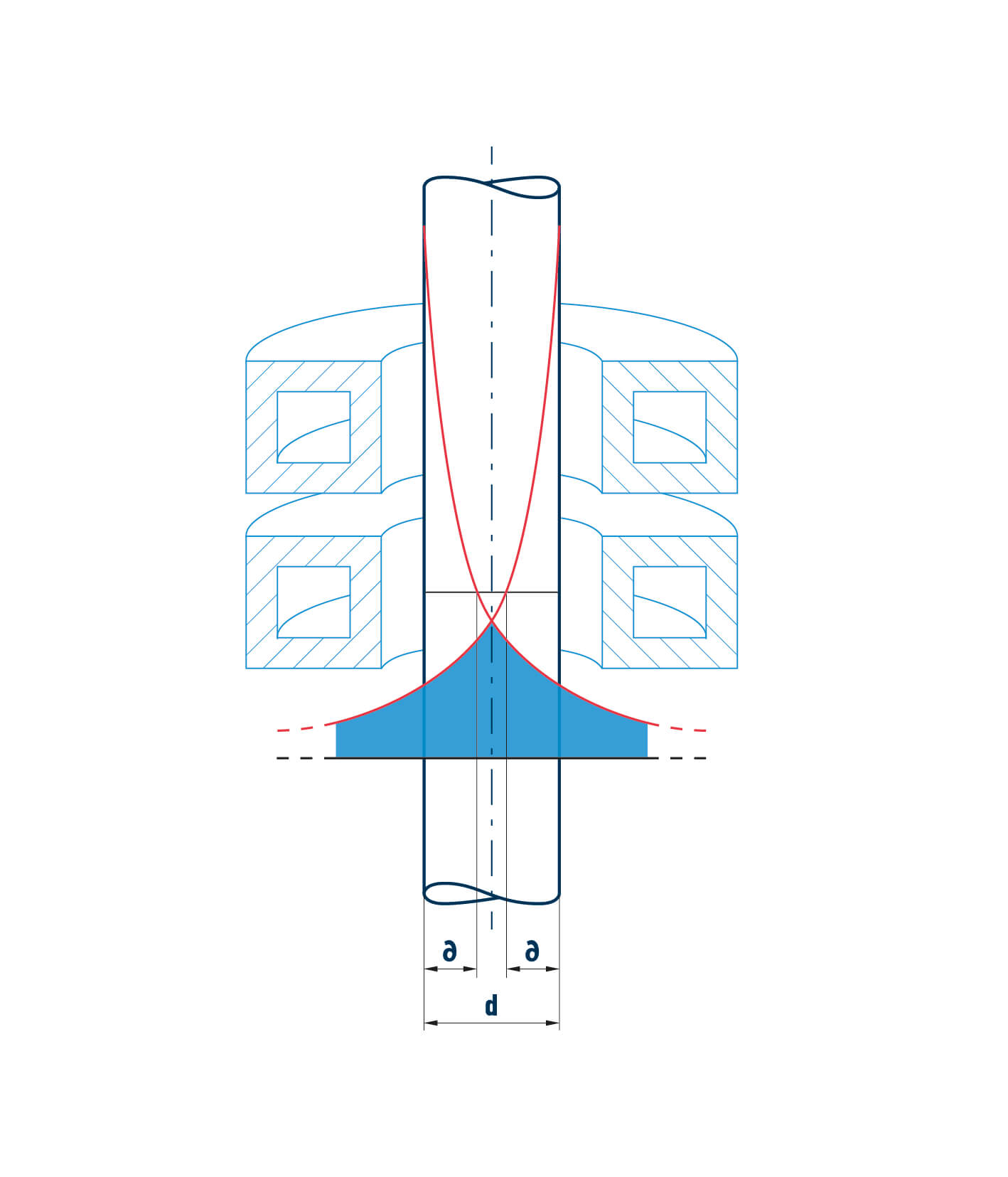
工艺、穿透深度和工件直径决定了频率的选择。 根据工艺不同,穿透深度不应大于工件直径的1/8。
热渗透和电感器效率
工件的热渗透发生在恒定频率和恒定材料参数下。
尽管参数恒定,但它可以变化,这被称为电感器效率。